
Vysoký mechanický výkon, tepelná odolnost a odolnost proti stlačení, přizpůsobitelná zlatá teflonová samolepicí cívka třídy F, nová energie pro fotovoltaická zařízení

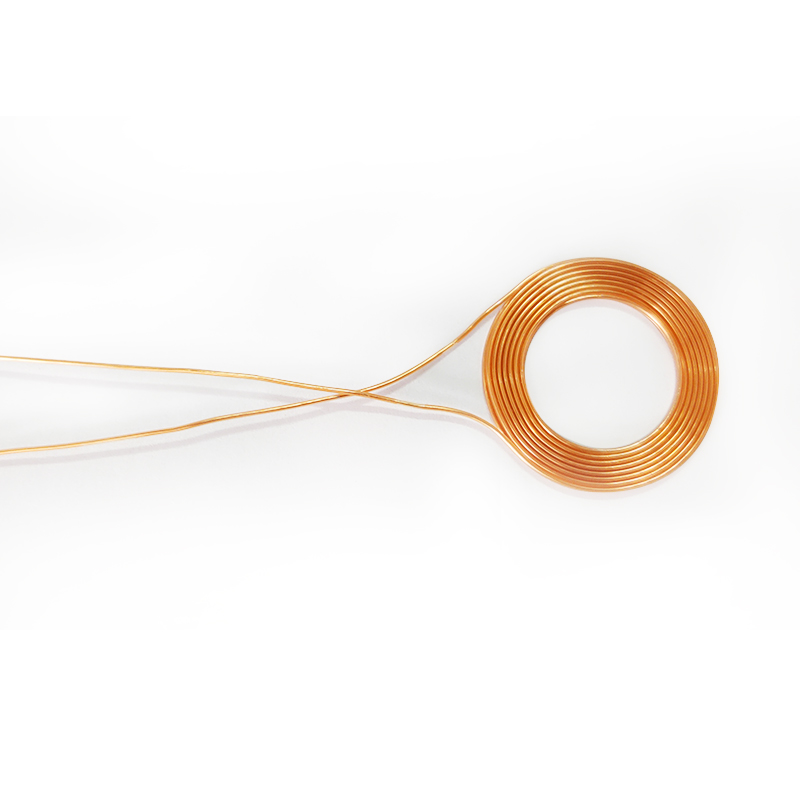

Zlatá teflonová samolepicí cívka třídy F
Název produktu:Zlatá teflonová samolepicí cívka třídy F
Teflonem izolovaný drát označuje izolovaný drát vyrobený z fluoroplastu (ETFE) jako izolačního materiálu. Díky své nepřilnavosti, tepelné odolnosti, kluznému odporu, odolnosti proti vlhkosti, odolnosti proti opotřebení, odolnosti proti korozi a dalším vlastnostem. Takže ve srovnání s jinými vysokoteplotními dráty má teflonový drát vynikající tepelnou stabilitu a odolnost proti mechanickému opotřebení, elektrické izolační vlastnosti, odolnost vůči silným kyselinám a zásadám, korozi, ohnivzdornost a nespalování, vysoký index kyslíku, nízký kouř a bez halogenů, nestárnoucí, snadno loupatelný drát, vysoká pevnost a odolnost proti tření. Existuje určitý rozdíl mezi teplotní odolností teflonového drátu a materiálem vnějšího obalového materiálu. Mezi vlastnosti ETFE patří dobrá zpracovatelnost při zpracování, vyvážené fyzikální vlastnosti, dobrá mechanická houževnatost a vynikající odolnost vůči záření. Tento materiál má vlastnosti odolnosti proti korozi jako polytetrafluorethylen, překonává nepřilnavost a sexuální defekty polytetrafluorethylenu ke kovům. Navíc se jeho průměrný koeficient lineární roztažnosti blíží koeficientu uhlíkové oceli, díky čemuž je ETFE (F-40) ideálním kompozitním materiálem s kovy.
Jeho výkon má vynikající odolnost proti korozi, téměř nerozpustný v jakémkoli organickém rozpouštědle a může odolat oleji, silným kyselinám, silným zásadám, silným oxidantům atd.; Má vynikající elektrický izolační výkon, vysoké napětí, nízké vysokofrekvenční ztráty, žádnou absorpci vlhkosti a vysoký izolační odpor; Má vynikající odolnost proti plameni, odolnost proti stárnutí a dlouhou životnost.
Ovládání tvaru cívky:
Nejprve použijte metodu vytlačování dovnitř, abyste stlačili okraje čtvercového svitku dovnitř a zajistili, že tloušťka svitku bude konzistentní. Problém je však v tom, že pokud je drát po navinutí vytlačován, pokud uspořádání není čisté, způsobí poškození drátu a povede k výrobě vadných výrobků. Pokud se použije metoda jednorázového ždímání po navinutí jedné vrstvy, bude struktura stroje složitější a náklady budou vyšší. Menší kompatibilita.
Za druhé, použitím metody vytlačování směrem ven má navinutá kruhová nebo eliptická cívka vysokou přesnost v uspořádání drátu a konzistentní tloušťku ve všech polohách. Vytlačením kruhové nebo eliptické cívky z vnitřního kruhu ven skrz formu má vyrobená čtvercová cívka konzistentní tloušťku a vodivost ve všech polohách. Nevýhodou této metody je, že nemůže stlačit cívky s příliš mnoha vrstvami nebo příliš velkou tloušťkou.
Proto při navíjení cívky musí být kontrola tvaru přesná, ať už jde o úhel nebo tvar, jinak bude ovlivněn výkon drátu. Navíc ve skutečném výrobním a zpracovatelském procesu může nesprávný provoz při pozdější výrobě a zpracování způsobit poškození izolační vrstvy, což představuje významné kvalitativní riziko pro výkon cívky. Takže během výrobního procesu by operace měly být přísně prováděny v souladu s požadavky výroby. Nastavení teploty a napětí by mělo být zaměřeno na kvalitu produktu a nemůže být slepě rychlé.

Kategorie produktů
-

Odolný vůči vysokým teplotám s jedním vysokým výkonem...
-

Žlutý třívrstvý izolovaný drát s vysokou teplotou...
-
2-300x300.jpg)
Pájitelná izolace, odolnost proti vysokému napětí,...
-

Optické úložiště odolné vůči vysokým teplotám, otočné...
-

Nabíjecí smaltovaný měděný lankový drát třídy H...
-

Žlutá třída F odolná vysokým teplotám, vysoká...